
Станок профилегибочный ручной МГ-0050-П-Р позволяет гнуть прямоугольную и квадратную профильные трубы, полосу из стали обыкновенного качества по ГОСТ 380-94 шириной до 50 мм и толщиной до 4 мм.
Опорные ролики наборные.
Станок профилегибочный предназначен для эксплуатации в условиях умеренного климата, категория размещения 3 по ГОСТ15150-69
| Технические данные |
МГ-0050-П-Р |
| Диаметр валов, мм |
30 |
| Диаметр роликов (верхий/нижние), мм |
100/90 |
|
Рабочий материал не более, мм� - квадратная труба;� |
25х25х2 |
| Ход прижимного ролика,мм |
150 |
| Габариты без ручки (ДхШхВ), мм |
420х430х520 |
| Масса, кг |
40 |
Устройство и принцип работы
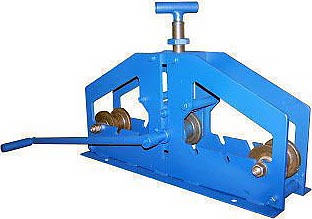
Станок профилегибочный состоит из следующих основных частей (рис. 1).
1. - рама;
2. - рукоятка привода;
3 - цепная передача;
4 - опорные ролики;
5 - прижимной ролик;
6 - винт;
7 - храповой механизм;
8 - рукоятка прижима;
9 - защитный кожух.
Станок профилегибочный должен быть жёстко установлен и закреплён через специальные отверстия в раме четырьмя болтами (болты в комплект не входят).
Перед началом работы убедиться, что станок профилегибочный закреплён. Проверить наличие и крепления кожуха 9.
Проверить механическую часть:
- надёжность всего крепежа, отсутствие люфтов;
- правильность всех настроек (опорные ролики 4 должны располагаться в одной плоскости);
- натяжку цепи.
После выполнения перечисленных требований необходимо настроить ролики на ширину изгибаемой детали:
- открутить гайки крепления опорных роликов 4 ключом .
- снять опорные ролики с валов.
- установить требуемую ширину ручья роликов (20-30-40-50мм), поменяв их местами или развернуть на 180°. Ширину ручья роликов устанавливаем больше ширины заготовки, т.к. при изгибании происходит небольшая деформация (расплющивание) заготовки.
- установить ролики на валы со шпонкой и закрепить с помощью гаек.
Далее с помощью рукоятки 8 поднять прижимной ролик 5 в верхнее положение. Изгибаемую деталь расположить между опорными 4 и прижимным 5 роликами рис.2 ( заготовку располагать наиболее широкой плоскостью в ручьи опорных роликов 4). С помощью вращения рукоятки прижима 8 через храповой механизм 7 плавно опускать прижимной ролик 5 (1/2 оборота) на величину, необходимую для формирования требуемого радиуса изгиба. Подача изгибаемой детали осуществляется вращением рукоятки привода 2, с помощью опорных роликов, связанных между собой цепной передачей 3. Для снятия готовой детали необходимо выдвинуть фиксатор из храпового механизма 7 и повернуть на 180°. Затем вращением рукоятки прижима 8 поднять прижимной ролик и освободить деталь.
Профилегибы предназначены для направленной деформации профильных и квадратных труб, уголков, прутков, арматуры и прочего. В зависимости от конструкции делятся на ручные и электрические, благодаря своему функционалу востребованы в промышленной отрасли и строительстве, применяются для создания сложных каркасных металлоконструкций и производства фасонной мебели.
Плавное изменение формы позволяет избежать снижения прочности металла, что в дальнейшем могло бы привести к образованию очагов коррозии. Оборудование комплектуется различными типами насадок, что позволяет эксплуатировать его при обработке заготовок любого типа и профиля.
Характеристики
При выборе профилегиба следует учитывать такие особенности:
- тип привода: ручной или электрический;
- максимальные размеры заготовок (толщина, длина, диаметр);
- создаваемые усилия;
- габаритные размеры и вес;
- способ монтажа: доступны стационарные и мобильные модели.
Преимущества
- жесткая конструкция
- удобство монтажа и обслуживания;
- высокая производительность;
- электрические модели оснащаются функцией мгновенной остановки;
- высокая ремонтопригодность.
Станок профилегибочный (машина гибочная ручная) МГ- 0040-П-Р
Контакты
Технические характеристики
Страна-производитель: Россия
Тип автоматизации: ручной
Состояние товара: новый
Производитель: Металлица
| Купить Станок профилегибочный (машина гибочная ручная) МГ- 0040-П-Р цена указана на сайте |